Ball Screw Design Considerations
Ball Screw Design Considerations
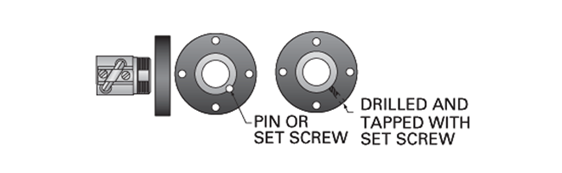
Mounting and Pinning of Ball Nut Flange
If a flange is used, it must be permanently fixed to the nut. Since mounting methods usually require the disassembly of the ball nut from the screw, it is best to order the nut and flange factory assembled.
The preferred method of locking a flange to a nut is a pin or set screw parallel to the screw which intersects the flange/nut mounting thread. Because of the dissimilarity of materials, the hole may need to be milled, not drilled.
|
Diameter |
Description |
Qty |
|
.375 to .631 |
1/8 x 1/4 Slotted Spring Pin |
1 |
|
.750 to .875 |
3/16 x 1/2 Slotted Spring Pin |
1 |
|
1.000 |
3/16 x 1/2 Slotted Spring Pin |
2 |
|
1.500 - .200 to 1.500 - 1.250 |
1/4 - 20 x 1/4 Set Screw |
2 |
|
1.500 - .473 to 1.500 - 1.875 |
5/16 - 18 x 1/2 Set Screw |
2 |
|
2.250 to 3.000 |
3/8 - 16 x 3/4 Set Screw |
2 |
|
4.000 |
1/2 x 13 x 1 Set Screw |
2 |
Alternatively, the flange may be drilled and tapped radially for a set screw. After assembly of the flange to the nut, spot drill the nut threads through the flange and install a dog point set screw from the flange O.D. into the nut O.D. threads. Avoid getting metal chips in the nut when drilling.
Commercially available thread adhesives may be used for light load applications. Follow the manufacturer's recommendations to ensure a satisfactory bond. Avoid getting the adhesive onto the ball tracks.
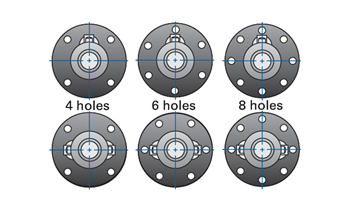
Standard Flange Orientation
Standard flange orientation varies with the number of holes in the flange. Unless otherwise specified, a factory-assembled flange will be oriented on the nut as shown.
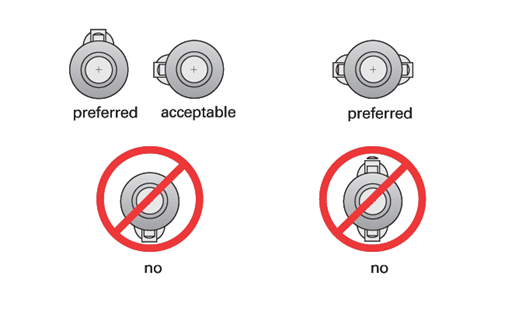
Proper Ball Nut Orientation
When a ball screw assembly is used in an orientation other than vertical, it is important to orient the return tubes to optimize ball nut operation.
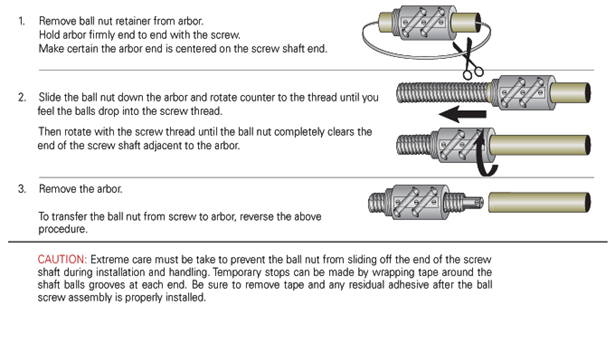
Transferring Ball Nuts From Shipping Arbor
When ordered individually, ball nuts are shipped on arbors. Transferring the ball nut from the arbor to the ball screw is achieved by placing the arbor against the end of the screw thread and carefully rotating the ball nut onto the screw from the arbor.
If the inside diameter of the arbor is too small to slip over the outside diameter of the journal, apply tape to the journal to bring the outside diameter up to the root diameter of the screw to prevent the bearing balls from falling out of the ball nut. The ball nut can then be transferred across the taped journal onto the ball screw.
CAUTION: Removal of the arbor from the ball nut will result in the loss of the bearing balls. All of the bearing balls in a ball nut are matched. If any balls are lost during this transfer, they all must be replaced. Additional methods can be found online at www.nookindustries.com.
Installing SEL, SAR and SAG Ball Nuts
These nuts must be transferred from the arbor to the screw without preload. Be sure to keep the ball return tubes aligned with each other and make sure the coupling tangs line up with the slots in the ball nut.
Center the adjusting nut on the coupling. Before preloading these ball nuts, all the coupling threads, spring washers/spacers and ball grooves should be lubricated.
Position the ball nut on the center of the screw shaft It is a good idea to place retainers (tape, tie-straps, etc.) on the screw to prevent the ball nut from over-traveling. With the ball return tubes facing upward, tighten the adjusting nut against the spring washer or spacer by hand until it cannot be turned. While holding the ball nut with tubes facing up, rotate the screw several turns in both directions.
Running torque can be measured by means of a spring scale. The force reading multiplied by the lever arm length yields the running torque value. Make adjustments to achieve desired preload and check running torque value up and down the screw shaft Do not tighten the adjusting nut to a point that fully collapses the spring washers. After the system is adjusted, secure the adjusting nut with the set screws provided.
Lubrication
Proper and frequent lubrication must be provided to achieve predicted service life. A 90% reduction in the ball screw life should be anticipated when operating the nut and screw without lubricants. Standard lubrication practices for antifriction bearings should be followed when lubricating ball screws. A light oil or grease is suitable for most applications. Lubricants containing additives such as molydisulfide or graphite should not be used. Lubrication intervals are determined by the application. It is required that screw assemblies are lubricated often enough to maintain a film of lubricant on the screw.
E-900, Nook Ball Screw Lubricant, is oil that has been developed specifically for ball screws and is available as a spray or liquid.
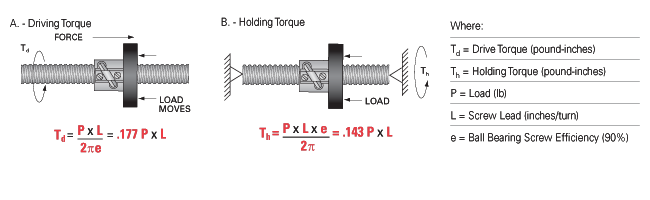
Driving Torque
Driving torque is the amount of torque required by the ball screw to move a load. To simplify this calculation a "torque to raise one pound or one kN" value is provided in the technical data for each ball screw size. (See Image Below)
To determine the required torque to move a load, multiply the load to be moved by the "torque to raise one pound or kN". For more information on drive torque, see the application example at the end of the section.
CAUTION: Extreme care must be take to prevent the ball nut from sliding off the end of the screw shaft during installation and handling. Temporary stops can be made by wrapping tape around the shaft balls grooves at each end. Be sure to remove tape and any residual adhesive after the ball screw assembly is properly installed.
Holding Torque
Due to the efficiency of a ball screw, a load applied to the ball nut will generate backdriving torque on the ball screw. The torque required to hold the load in position can be calculated by the following formula.
Temperature
PowerTrac™ ball nuts will operate between -65°F and 300°F with proper lubrication. PowerTrac™ ball nuts equipped with elastomeric wipers are limited to operation between -20°F and 180°F.
End Machining
To obtain optimum performance of your ball screw assembly, it is recommended that the machining be performed at the Nook Industries factory. Screws may be purchased machined to your specifications or to standard end machining designs shown on pages 204-206.
Annealed ends can be provided on SRT screws to facilitate end machining of journals.
EZZE-MOUNT™
Ball screws in operation generate an axial load and a radial load; therefore, end mounts must be designed to accommodate these loads. Nook Industries has designed precision end mounts to work specifically with ball screws. For a detailed description of these bearing supports see pages 207-211.
An EZZE-MOUNT™ can be shipped pre-assembled to a PowerTrac™ Ball Screw. For complete PowerTrac™ Ball Screw Assemblies refer to pages 86-91.
Optional Surface Coatings
PowerTrac™ ball screws are available with optional corrosion resistant surface coatings. Consult Nook Industries for detailed specifications.
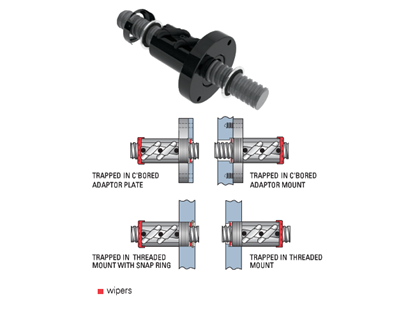
Wipe Kits
It is recommended that wipers be used with ball nuts to prevent contamination from foreign materials. The product pages detail the different types of wipers available for or that come standard with each ball nut. Brush wipers may require customer-supplied retention. For the different ways that this can be achieved and some examples of how to attach a wiper to V-Thread end.
Boots and Bellows
For contaminated environments, use of a boot or metal cover to protect the ball screw assembly is recommended.
Powertrac™ Material Specifications
PowerTrac™ ball screws are manufactured from high quality alloy steel, induction hardened to Rc 58-62. PowerTrac™ ball nuts are manufactured from steel with ball tracks heat treated to Rc 58-62.
SRT ball screws less than 16 ft are given a protective black oxide finish. XPR and SGT ball screws are provided with a polished finish. Selected sizes are available in heat-treated stainless steel (Rc 40-45) for applications in corrosive environments please see chart below.
|
ALLOY |
||||
|
|
SRT |
XPR |
SGT |
STAINLESS STEEL |
|
Material |
4150 Series |
4150 Series |
4150 Series |
17-4 PH |
|
Hardness |
Rc 58-62 Case Hardened |
Rc 58-62 Case Hardened |
Rc 58-62 Case Hardened |
Conditioned H900 Thru hardened |
|
Tensile |
120,000 psi |
120,000 psi |
120,000 psi |
150,000 psi |
|
Finish |
Roller Burnished, Black Oxide Finish (16 ft or less) |
Precision Roller Burnished |
Precision Ground |
Roller Burnished |